E-Mail:sales@whalescnc.com
E-Mail:sales@whalescnc.com
Вертикального Обрабатывающего Центра Шаги включения:
- Включите общий источник питания шкафа. Включите основной источник питания электрического шкафа. Главный выключатель у каждого производителя станков имеет разную форму. Есть переключатели вверх, вниз и вращающиеся. Короче говоря, он переключается из положения «OFF.» в положение «ON.».
- Включите питание системного операционного панели. Включите питание системной панели управления. Положение системного переключателя каждого производителя станка указано на панели управления. Они расположены рядом друг с другом. Как правило, белый или зеленый переключатель включен, а символ (I). Черный или красный переключатель выключен, а символ — (O).
- Освободите кнопку аварийной остановки. Есть кнопки, которые освобождаются путем прямого подъема, а есть освобождающиеся путем поворота вправо. Если нажать, активируется аварийная сигнализация.

- Возврат всех осей в исходное положение. Выберите режим операции MODE как исходная точка (HOME), затем последовательно нажимайте клавиши +Z, +X, +Y для возвращения в исходные точки.
Шаги выключения:
- Выберите режим работы MODE как ручное управление (MPG) или быстрое перемещение (RAPID). Новичкам лучше выбирать ручной режим и с помощью ручного управления переместить рабочий стол в центральное положение машины.
- Нажмите кнопку аварийной остановки.
- Выключите питание системного операционного панели (O).
- Выключите общий источник питания шкафа (OFF).
Настройка инструмента: (Определение системы координат детали) На примере центра верхней поверхности детали
- Установите устройство для поиска краев
.
- Переключитесь в режим MDI.
- (1) Введите на панели операций справа от дисплея
M03 S500, нажмите клавишу EOB, затем нажмите клавишу INPUT для ввода, чтобы шпиндель вращался в прямом направлении со скоростью 500 оборотов в минуту. - (2) Затем нажмите «запуск программы», и шпиндель начнет вращение.
- (1) Введите на панели операций справа от дисплея
- Переключиться в ручной режим
-
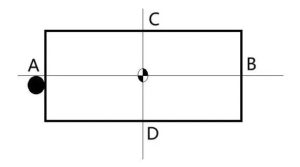
- (1) Переместите устройство для поиска краев к краю детали, как показано на рисунке A, перемещая так, чтобы верх и низ устройства совпадали.
- (2) Нажмите кнопку «POS» на панели операций справа от дисплея.
- (3) Нажмите черную кнопку под «относительным» режимом, расположенную под дисплеем.

- (4) Нажмите черную кнопку под зеленой кнопкой «операции» в правом нижнем углу под дисплеем

- (5) Нажмите черную кнопку под зеленой кнопкой «начало» под дисплеем.

- (6) Введите «X» на панели операций справа от дисплея, координата X на дисплее начнет мигать.

- (7) Нажмите кнопку «выполнить», и относительная координата X станет «0».
- (8) Поднимите ось Z выше поверхности детали и переместите устройство для поиска краев к краю B, чтобы верх и низ снова совпадали.
- (9) Запишите значение относительной координаты X и поднимите ось Z, переместив ось X в положение, равное половине зарегистрированного значения (то есть в центр детали).
- (10) Нажмите кнопку «OFS/SET» справа от дисплея, затем черную кнопку под «системой координат детали» под дисплеем.

- (11) Переместите желтый курсор на систему координат G54 над X, нажмите зеленую кнопку «операции» под дисплеем.

- (12) С помощью панели операций справа от дисплея введите «X0», затем нажмите кнопку «измерение» под дисплеем, чтобы завершить установку начальной точки системы координат детали по оси X.Метод настройки инструмента по оси Y аналогичен оси X, только используются стороны C и D, при вводе X заменяется на Y, все остальные операции остаются прежними.
- (13) Для настройки длины инструмента по оси Z, замените инструмент, переключитесь в режим ручного управления, переместите инструмент над деталью. Если деталь в сыром виде, можно непосредственно нажать кнопку «прямое вращение шпинделя» на операционной панели и аккуратно коснуться верхней поверхности детали. Если деталь обработана, при невращающемся шпинделе переместите инструмент на расстояние 10 мм от верхней поверхности, используйте фрезу из твердого сплава диаметром 10 мм, перемещайте ее туда-сюда, установив минимальное увеличение на ручном управлении, до ощущения контакта. При вводе значения с использованием державки учитывайте диаметр державки.

- (14) Нажмите кнопку «OFS/SET» справа от дисплея, затем черную кнопку под «компенсацией инструмента» под дисплеем. Запишите значение Z из правого нижнего угла дисплея в системе механических координат в левую часть длины-формы, введите номер инструмента, соответствующий номеру в шпинделе, в поле 00X, радиус инструмента введите в поле радиус-форма, а оставшееся количество материала после грубой обработки введите в поле износ. После грубой обработки соответствующим образом скорректируйте значение износа в соответствии с измерениями.
- (15) Обратите внимание, что в программе должно быть соответствие между настройками инструмента и командами:
- Смена инструмента
M06Tn - Компенсация длины
G43Hn - Компенсация радиуса инструмента по часовой стрелке
G41Dn - Компенсация радиуса инструмента против часовой стрелки
G42DnПереключитесь в режим ручного управления.Здесьnдолжно быть одинаковым, если это инструмент номер 1, используйтеG43H1, G41D1; если инструмент номер 2, используйте2. Номер инструмента должен соответствовать указанному номеру в настройках инструмента.
- Смена инструмента
- (1) Переместите устройство для поиска краев к краю детали, как показано на рисунке A, перемещая так, чтобы верх и низ устройства совпадали.
Установка системы координат детали завершена, начальная точка — в центре верхней поверхности детали
Редактирование двумерной базовой программы
- Создание программы
- Переключитесь в режим редактирования, введите
Onnn, гдеnnn— это имя программы, которое вы можете задать самостоятельно. Нажмите клавишу INPUT для ввода, чтобы создать новую программу.
- Переключитесь в режим редактирования, введите
- Настройка главной программы

- Нажмите программную клавишу «Каталог» под дисплеем, нажмите зеленую программную клавишу под «Работа», подведите курсор к нужному названию программы, нажмите программное обеспечение в разделе «Основная программа» под дисплеем, перед надписью стоит знак @. требуемое имя программы, указывающее, что это текущая программа

- Если номер основной программы @ невозможно переместить, настройка основной программы не удалась, поскольку в фоновом режиме есть программа. Перед настройкой основной программы необходимо закрыть фоновую программу.

- Нажмите программную клавишу «Каталог» под дисплеем, нажмите зеленую программную клавишу под «Работа», подведите курсор к нужному названию программы, нажмите программное обеспечение в разделе «Основная программа» под дисплеем, перед надписью стоит знак @. требуемое имя программы, указывающее, что это текущая программа
- Базовая программа
O123; (Название программы)
G91G28Z0; (G91 относительное программирование, G28Z0 возвращение оси Z в исходное положение)
T2M06; (Смена на инструмент №2, M06 команда смены инструмента)
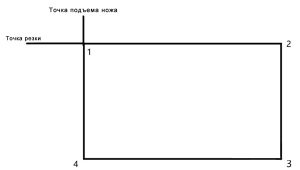
G90G54G0X-160Y60; (G90 абсолютное программирование, использование системы координат G54, быстрое перемещение к точке начала реза)
M03S2500; (M03 вращение шпинделя по часовой стрелке со скоростью 2500 об/мин)
G43H2Z100; (G43 компенсация длины инструмента, H2 — использование значения компенсации для инструмента №2)
M08; (Включение системы охлаждения)
Z10; (Подход инструмента к детали)
#1=0.5; (Установка глубины первого прохода 0.5 мм) (Для чистовой обработки измените на 10, то есть делайте проход до основания)
#2=10; (Общая глубина реза по оси Z составляет 10 мм)
N10; (Точка начала цикла N10)
G1Z-#1F500; (Прямолинейное движение к Z-0.5 с подачей)
G1G41D2X-140Y40; (G41 компенсация радиуса инструмента по часовой стрелке, использование значения компенсации радиуса для инструмента №2, перемещение к первой точке контура)
X130; (Вторая точка контура)
Y-40; (Третья точка контура)
X-130; (Четвертая точка контура)
Y60; (Возврат к первой точке контура)
G0Z10; (Быстрое поднятие инструмента)
G40X-160Y60; (Отмена компенсации радиуса инструмента, быстрое перемещение к точке начала реза)
#1=#1+0.5; (Увеличение глубины реза на 0.5 мм за каждый проход по оси Z)
IF[#1<=#2]GOTO 10 (Если глубина реза меньше или равна общей глубине, переход к точке начала цикла N10)
G0Z200; (Быстрое поднятие инструмента)
M05; (Остановка вращения шпинделя)
M09; (Отключение системы охлаждения)
M30; (Конец программы)
Программа начинается и заканчивается одинаково, основное различие — в контурах детали, которые необходимо обработать. Для обработки разных контуров достаточно добавить несколько точек контура и, при необходимости, дуг. Для обозначения дуги по часовой стрелке используется команда G02XnYmR, где a — радиус дуги, а для обозначения дуги против часовой стрелки — команда G03XnYmRa. Важно последовательно соединить все точки контура.
Позиции для начала реза и его окончания можно настраивать в зависимости от размеров детали. Если обрабатываемая деталь не образует замкнутый контур, необходимо после завершения одного контура поднять инструмент, переместить его к точке начала следующего контура и только после этого начинать обработку, чтобы избежать столкновения инструмента с деталью. После обработки всех контуров инструмент должен вернуться к первой точке реза. Идеально, если точки входа и выхода инструмента располагаются на продолжении контура детали, это может быть прямое продолжение или дуговое.
Автоматический запуск программы
Для автоматического запуска программы, находясь в режиме редактирования, переместите курсор на начало программы (нажатие кнопки сброса автоматически переместит программу на начало), затем переключитесь в автоматический режим и нажмите кнопку запуска программы.
Пример программы для фрезерования плоскости фрезой в режиме MDI, без необходимости настройки инструмента
- Переключитесь в режим MDI. Введите
M03S1000, нажмите клавишу EOB, затем нажмите клавишу INPUT для ввода, после чего выполните программу. - Переключитесь в режим ручного управления. Переместите фрезу над поверхностью детали, коснитесь поверхности детали, затем переместите инструмент к краю детали.
- Переключитесь обратно в режим MDI и введите:
G91G1XnF150;(G91 для относительного программирования)G1Z-1F150;(G1 для прямолинейного подачи)G1X-nF150;(n обозначает расстояние от текущего положения инструмента до целевой точки)G1Z-1F150;(Значение F обозначает скорость подачи)M99;(Повторение с первого шага, циклическое выполнение)
Эта программа используется для фрезерования плоскости с помощью фрезы, когда необходимо удалить значительный объем материала. Используя относительное программирование в режиме MDI для удобства выполнения работ, фрезерование происходит влево-вправо с каждым проходом на глубину 1 мм. Важно внимательно следить за приближением к целевому размеру и вовремя останавливать процесс, активировав функцию одиночного шага, чтобы избежать избыточной обработки.



