E-Mail:sales@whalescnc.com
E-Mail:sales@whalescnc.com
В процессе программирования ЧПУ для описания движения станка, упрощения методов составления программ и обеспечения взаимозаменяемости записываемых данных, система координат и направление движения станка ЧПУ были стандартизированы. Система координат станка (Machine Coordinate System) основана на исходной точке станка O как на начальной точке координатной системы и следует правилам правой декартовой системы координат, установленной по осям X, Y, Z. Система координат станка является базовой системой координат для определения системы координат изделия. Это врожденная система координат станка с фиксированной начальной точкой координат.
1.Определение системы координат станка
При обработке деталей на станках с ЧПУ, действия станка контролируются инструкциями из системы ЧПУ. Для определения направления движения и расстояния перемещения станка необходимо установить на станке систему координат, которая называется системой координат станка или стандартной системой координат. Система координат станка также ограничивает ход станка.
2.Принципы установления системы координат станка
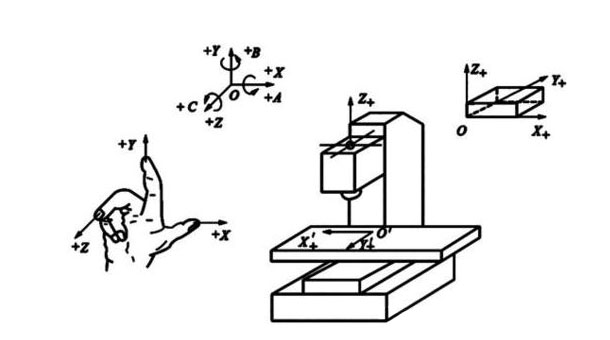
- Принцип движения инструмента относительно неподвижного изделия.
- Стандартная система координат представляет собой правую декартову прямоугольную систему координат. На изображении направление большого пальца указывает положительное направление оси X, указательный палец — положительное направление оси Y, средний палец — положительное направление оси Z.
3. Исходная точка станка
Исходная точка станка (также известная как нулевая точка станка) является фиксированной точкой на станке, то есть исходной точкой системы координат станка. Эта точка настраивается во время сборки и калибровки станка и, как правило, пользователю не разрешается ее изменять, поэтому она является фиксированной точкой. Исходная точка станка также служит базовой точкой для обработки или перемещения на станке с ЧПУ. На некоторых станках с ЧПУ исходная точка установлена в центре патрона, а на других — в точке максимального положительного перемещения суппорта.
«Нулевая точка станка» — это механическая исходная точка, определенная производителем станка. Система координат, которая использует эту механическую исходную точку в качестве начала координат, называется механической системой координат. Совмещение механической исходной точки с точкой отсчета. После включения питания операция возврата к точке отсчета (см. статью «ЧПУ обработка и системы ЧПУ») позволяет установить систему координат. После установки системы координат, до тех пор, пока питание не будет отключено, такие операции, как сброс, установка системы координат детали (G92), установка локальной системы координат (G52) и так далее, останутся неизменными. Механическая система координат фиксирована в механизме, она устанавливается путем ручного возвращения к точке отсчета, с точкой отсчета в качестве исходной точки для установления механической системы координат.
4. Точка отсчета станка
Точка отсчета станка — это специально обозначенная точка на станке с ЧПУ. Обычно первая точка отсчета на токарных станках ЧПУ находится в точке максимального положительного перемещения суппорта и определяется с помощью упора станка. Расстояние от точки отсчета станка до исходной точки станка устанавливается системными параметрами и может быть равно нулю, что означает совпадение точки отсчета и исходной точки станка.
Для большинства станков с ЧПУ первым шагом после включения является возвращение станка к точке отсчета (так называемое «возвращение станка в ноль»). Когда станок находится в точке отсчета, на экране системы отображаются значения, установленные в системных параметрах (то есть расстояние между точкой отсчета и исходной точкой станка). Целью возвращения к точке отсчета при включении является установление системы координат станка, то есть определение положения исходной точки станка на основе текущего положения точки отсчета и установленного в системных параметрах расстояния между точкой отсчета и исходной точкой. После установления системы ко
ординат станка, пока станок подключен к электросети, она останется неизменной и не может быть изменена программно.
5. Система координат изделия
(1) Система координат изделия: Создание системы координат станка гарантирует правильное движение инструмента на станке. Однако программирование обработки обычно выполняется для конкретного изделия согласно чертежу детали. Для облегчения согласования базовых размеров система координат, созданная для конкретного изделия на основе чертежа детали, называется системой координат изделия (также известной как программная система координат).
(2) Исходная точка системы координат изделия: Исходная точка системы координат изделия, также известная как программная исходная точка, определяется выбором на изделии определенной точки в качестве базовой точки для программирования или обработки изделия. В чертежах исходная точка системы координат изделия обозначается специальным символом.
Система координат изделия может быть установлена двумя способами.
(1) Для фрезерных станков и обрабатывающих центров
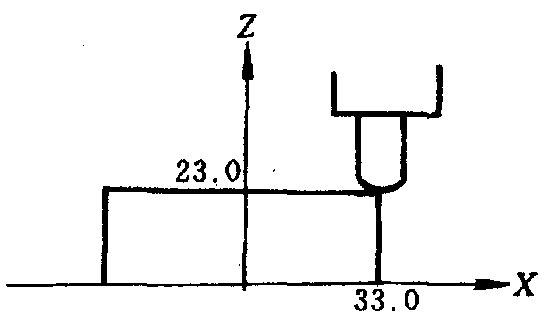
① Методом G92: Система координат изделия устанавливается с помощью программной команды, используя числа после G92. Например, согласно (G90)G92P─; можно заставить определенную точку инструмента (например, положение кончика инструмента) стать координатным значением (P), тем самым создав систему координат изделия. Если система координат изделия установлена, последующие команды абсолютных значений будут относиться к этой системе координат изделия, как показано на рисунке 2.
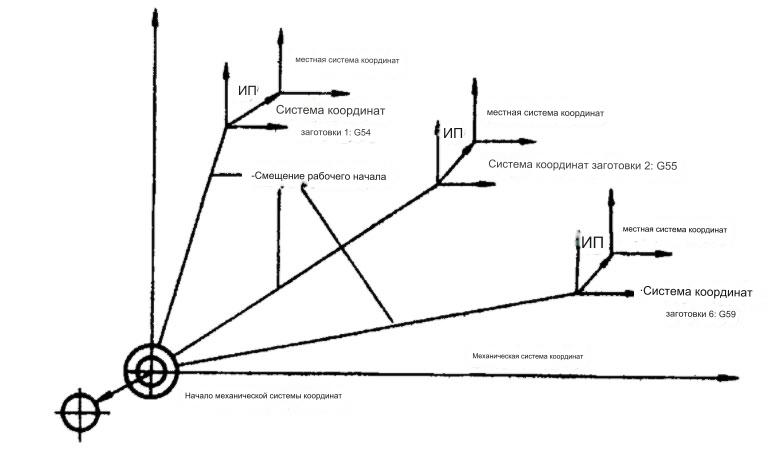
② Методом G54~G59: Можно установить до 6 систем координат изделия. При установке системы координат изделия используется панель управления MDI для указания расстояний по каждой оси от механической исходной точки до исходных точек каждой системы координат (компенсация исходной точки изделия). На изображении показаны ZOFS1, ZOFS2, ZOFS3, ZOFS4, ZOFS5, ZOFS6 — это смещения исходных точек изделий для систем координат 1, 2, 3, 4, 5, 6 соответственно.
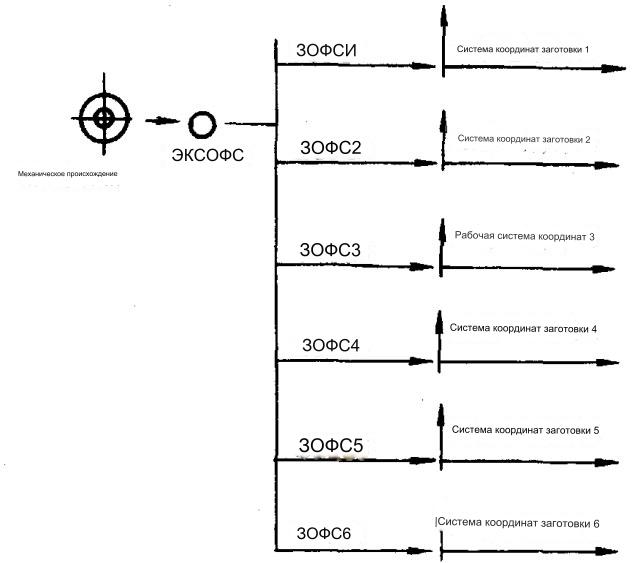
Система координат изделия также может использовать EXOFS для внешнего смещения исходной точки изделия, что представляет собой смещение, общее для всех шести систем координат изделия. Когда смещение установлено, использование команды G92 для установки системы координат делает это смещение неактивным.



